Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




11-06-2012, 00:00
Podczas procesu termoformowania tylko jedna strona obrabianego materiału ma kontakt z formą. Kształt i faktura powierzchni formy przenoszone są tym samym na powierzchnię termoformowanej folii lub płyty.
W zależności do tego, z której strony płyta/folia ma konktakt z formą mówimy o termoformowaniu pozytywowym lub negatywowym.
Podczas formowania pozytywowego, wnętrze wypraski jest dokładnym odwzorowaniem kształtu formy ponieważ to ta strona ma z nią kontakt. W przypadku formowania negatywowego przeciwnie – kontakt z formą ma zewnętrzna strona wypraski i to ona jest dokładnie odwzorowana na ścianie folii/płyty.
Podczas termoformowania pozytywowego należy wziąć pod uwagę następujące kwestie:
Podczas termoformowania negatywowego należy wziąć pod uwagę następujące kwestie:
Większość negatywnych efektów można zredukować lub całkowicie wyeliminować dzięki zastosowaniu odpowiednich technik produkcji form i kontroli procesu termoformowania.
Artykuł został dodany przez firmę

Od 1995 roku prowadzimy działalność usługową w zakresie produkcji opakowań wykonanych technologią termoformowania oraz konfekcjonowania wyrobów dostarczonych przez klienta.
Inne publikacje firmy
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
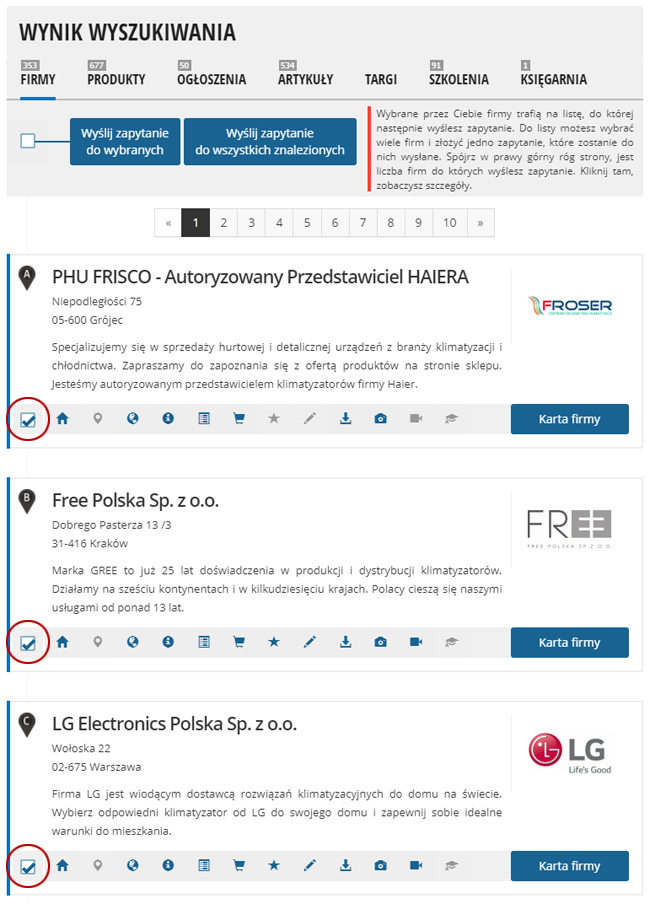
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
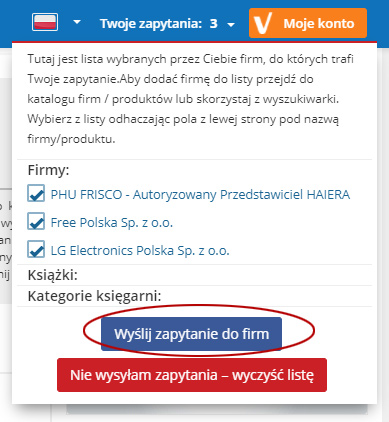
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
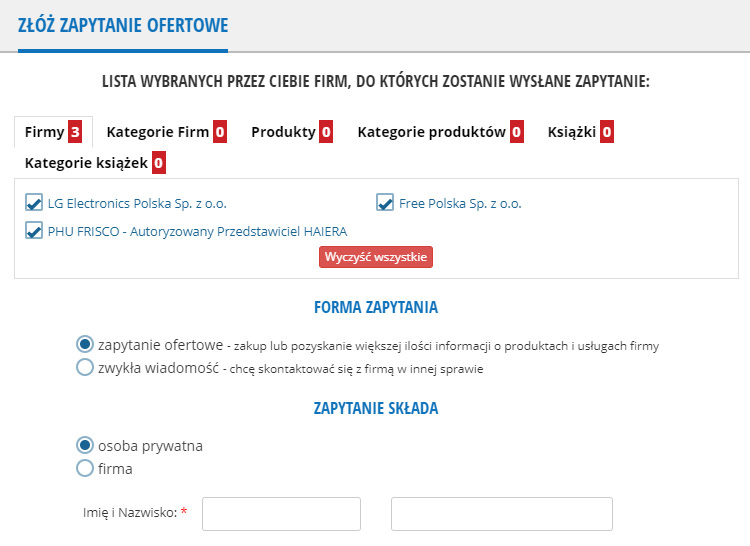
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.