Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




01-11-2006, 00:00
Wiele linii automatycznych wykonuje zadania, w czasie których pożądane jest naniesienie płynu lub pasty, które w danym procesie spełniają ważne zadania usprawniające jego funkcjonowanie. Dla potrzeb tego tekstu nazwiemy je – płynami montażowymi.
Najczęściej są to:
+ kleje i uszczelniacze,
+ uszczelki płynne (FIPG – Formed In Place Gasket),
+ smary i oleje,
+topniki i pasty lutownicze,
+ żele,
+ aktywatory,
+ tusze znakujące,
+ farby i lakiery.
ZAWÓR EFD 780S-SS
w operacji znakowania
elementów prawidłowych
Rozmaitość tych mediów przyprawia niewtajemniczonych o zawrót głowy, gdyż samych klejów jest ponad 500 tysięcy rodzajów, a nic nie wskazuje na to, by ich liczba malała.
Wiele płynów montażowych jest chemicznie aktywnych, niektóre nie są obojętne dla organizmu, nie należy się więc dziwić, że współczesne procesy produkcyjne dążą do ograniczenia lub wręcz wyeliminowaniu kontaktu operatora z nimi. Niestety, płyny te niejednokrotnie są „mało przyjazne” dla układów automatycznych. Rozmazują się, pryskają, kapią, powodują zatykanie doprowadzających je przewodów. Dochodzi wtedy do tego, że operator, zamiast spokojnie obserwować pracujące automaty, musi przerywać ich pracę, tracąc czas na czyszczenie urządzeń, a – w najgorszym wypadku – również produkowanych detali. Niejednokrotnie trzeba wprowadzić dodatkowe operacje czyszczenia, obniżające wydajność linii i podwyższające koszty całego procesu.
Wtedy okazuje się, że specjalizująca się w dozowaniu firma może dokonać ekonomicznych i technologicznych „cudów”, choć rzecz nie jest łatwa i wymaga sporo doświadczenia. Na przeszkodzie stoi bowiem reologia płynów nieniutonowskich, wiedza nie do końca poznana. Niektóre płyny, opisane takimi samymi liczbami w karcie technicznej zachowują się zdecydowanie odmiennie, gdy dochodzi do ich… nakładania.
Spróbujmy w skrócie pokazać najczęściej spotykane zagadnienia związane z płynami montażowymi. Aby nie nudzić Czytelnika, nie będziemy budowali ich złożonej systematyki, lecz omówimy podstawowe typy operacji spotykanych w procesach zautomatyzowanych.
Smarowanie
Oleje zwykle sprawiają kłopoty przy dozowaniu. Najczęściej należy je stosować w ilości „wystarczającej, ale z umiarem”. Jednak w praktyce oznacza to zaolejoną podłogę, cały obszar wokół, a niejednokrotnie ukrywanie koszmaru śliskich podłóg i toksycznego powietrza przed… inspektorami PIP.
Nakładanie oleju da się jednak precyzyjnie kontrolować. Zwłaszcza te o niskiej lepkości, „rzadkie”. Problemem w tym wypadku są najczęściej opary i kapiące rurki. Naprzeciw wychodzi technologia LVLP (Low Volume Low Pressure), oferowana przez amerykańską firmę EFD Inc. Opatentowane zawory potrafią natrysnąć wolne od mgły dawki dokładnie w miejsce, w którym mają się znaleźć. Szczególną rolę odgrywają precyzyjne zawory w procesach nanoszenia oleju przy prasowaniu, zagniataniu i formowaniu złączek.
EFD Inc. deklaruje możliwość nanoszenia sprayem dawek o pojemności ułamków mikrolitra.
Smary wydają się być łatwiejszym materiałem, jednak w niektórych sytuacjach nałożenie ich jest trudną operacją. Niejednokrotnie ciągną się, a zawartość powietrza, nawet niewielka, staje się koszmarem zwłaszcza wtedy, gdy dawki smaru są małe. W wypadku wyciekania pomocne są zawory z tzw. suckback-effect, zasysające lekko wyciskany smar, podczas gdy dochodzi do oderwania końcówki dozującej od miejsca dozowania.
Ciekawostką zaobserwowaną przez autora jest fakt, iż w nowoczesnych konstrukcjach dochodzi do dozowania smaru w nietypowych miejscach, jak: elementy z tworzyw sztucznych, bądź bardzo niecodzienne miejsca w urządzeniach elektrycznych (szczegóły zastrzeżone przez klientów).
Klejenie
Klejenie trudno ująć w kilku akapitach, choć po obejrzeniu reklam w telewizji można odnieść wrażenie, że nie ma nic łatwiejszego niż przykleić coś do czegoś (np. rękaw do stołu). W technologii montażu klejenie jest jednak bardzo wrażliwą technologią. Niewiele osób zdaje sobie na przykład sprawę, że komponenty stosowane do klejenia nie powinny zawierać silikonu, który stanowi znakomity środek antyadhezyjny (tylko nieliczne procesy klejenia są realizowane za pomocą klejów silikonowych).
Królami operacji montażowych za pomocą klejenia są niewątpliwie kleje cyjanoakrylowe (w slangu nazywane CA, a w reklamach „klejami sekundowymi”). Profesjonalne kleje CA stosowane w przemyśle rzadko można znaleźć w sklepie, gdyż najczęściej są podawane z opakowań 500 gramowych, za pomocą specjalnych zaworów lub specjalnie spreparowanych aplikatorów, podobnych w kształcie (niestety tylko w kształcie) do strzykawek. Niejednokrotnie stosowane są specjalne końcówki wykładane PTFE, który zapobiega zaklejaniu się małych otworów wylotowych.
Klejenie nabiera pełnej barwy, gdy dochodzi do zastosowania klejów dwuskładnikowych. Zmieszanie i precyzyjne nałożenie niewielkiej ilości kleju staje się sztuką, w której tylko wyspecjalizowane firmy potrafią sprostać wymaganiu: nanieś – złóż – gotowe. W przypadku klejenia kluczowym zagadnieniem jest eliminacja operacji... czyszczenia po klejeniu. Operacja niepożądana tym bardziej, że kleje znakomicie zwilżają łączone powierzchnie i łatwo doprowadzić do ich zabrudzenia. Dlatego precyzja w klejeniu jest bardzo poszukiwana przez klientów, którzy opanowali sztukę obliczania kosztów operacyjnych i posiadają tzw. „świadomość kosztową”.
Należy podkreślić, że jedynie zautomatyzowane procesy pozwalają na osiągnięcie całkowitej powtarzalności klejenia. Zwykle klej nakładany jest w postaci kropek, linii lub specjalnie zdefiniowanych kształtów. Przypomnijmy, że mówimy o klejeniu konstrukcyjnym, nie np. o nakładaniu kleju sprayem lub wałkami w procesach laminowania. Oznacza to, że nie tylko miejsce, ale również ilość kleju w danym miejscu jest dokładnie określona. Pozycjonowanie dawki, a później klejonego elementu jest podstawą osiągnięcia efektu zarówno technicznego, jak i ekonomicznego. Kleje konstrukcyjne stosowane w elektronice lub mechanice są niejednokrotnie bardzo kosztowne. Ich wartość stanowi czasem istotny składnik kosztu materiałowego. Dlatego też precyzja nakładania ma również wymiar… gospodarności.
Znakowanie
Znakowanie jest operacją bardzo rozpowszechnioną w procesach automatycznych. Służy np. do rozróżnienia elementów właściwych lub niewłaściwych, ale także do wykańczania elementów ozdobnych. Nanoszone bywają tusze, specjalne farby i wysokiej klasy lakiery. Nie mówimy tu o typowych operacjach lakierniczych, lecz właśnie o precyzyjnym znakowaniu, takim jak wykonywanie emblematów. Często w operacjach tego rodzaju stosowane są roboty trój-, a nawet sześcioosiowe.
Zalewanie (potting, encapsulation)
Angielskie terminy lub ich bezpośrednie spolszczenia są dziś używane w obszarach, gdzie istota działania sprowadza się do zabezpieczenia delikatnej zawartości przed szkodliwymi działaniami zewnętrznych czynników, jak: wilgoć, wysokie lub niskie temperatury, wibracje i udary. Jak znakomicie chronią zalewy można się przekonać chociażby na przykładzie tzw. „czarnych skrzynek” w samolotach. Urządzenia te są zalewane żelami silikonowymi, a przez to wytrzymują nawet zderzenia z ziemią przy katastrofach lotniczych.
Zalewanie jest coraz częściej stosowaną operacją, gdyż podzespoły elektroniczne i elektryczne stają się coraz mniejsze. Ich ochrona urasta więc do rangi poważnego zadania, realizowanego przez coraz bardziej złożone układy MMD (Meter Mix Dispensing). Urządzenia MMD bywają wyposażane w systemy próżniowego odpowietrzania żywic (powietrze ma mniejszą rezystancję niż żywica), ich podgrzewania (dotarcie do małych szczelin w urządzeniu) i dokładnego dozowania (gospodarowanie materiałami).
Dzisiejsze urządzenia MMD są najczęściej wyposażane w mieszacze statyczne, w których wieloskładnikowe zalewy ulegają zmieszaniu bez udziału jakichkolwiek elementów ruchomych. Struga płynu jest wielokrotnie rozdzielana i obracana, co owocuje wykładniczą liczbą operacji – 24 elementowy mikser rozdziela strugę teoretycznie... 16 777 216 razy (!).
Mieszacze statyczne są stosowane przede wszystkim ze względu na ich znaczenie ekologiczne. Maszyny nie wymagają kosztownych i szkodliwych układów płukania rozpuszczalnikami, a zużyty mikser może być wyrzucony jako odpad praktycznie komunalny. Do tego dochodzi jego wartość – znikoma w porównaniu z kosztami produkowanych części.
Głowice mieszające statycznie są standardowo budowane w wykonaniu „suck-back”, więc zjawisko kapania praktycznie nie występuje. Maszyny występują w szerokiej gamie, od małych – stolikowych, prostych w budowie, do złożonych układów automatycznych
– wyposażonych w stabilizację termiczną żywic, mieszanie w zbiornikach, cyrkulację produktu i wiele innych „elementów wyposażenia dodatkowego”.
Uszczelnianie
Uszczelnianie jest operacją tak powszechnie spotykaną, że w literaturze anglojęzycznej osiada osobny termin: FIPG (Formed In Place Gasketing). Polski termin „płynna uszczelka” nie uwzględnia sposobu nałożenia. A profesjonaliści muszą rozróżnić dwa rodzaje uszczelnień:
+ uszczelka zamykana na mokro – gdy montaż następuje natychmiast po nałożeniu uszczelki, oraz:
+ uszczelka zamykana na sucho – gdy uszczelka poddana jest najpierw nałożeniu, następnie polimeryzuje i dopiero w osobnej operacji element z naniesioną uszczelką jest montowany.
Uszczelki zamykane na sucho stawiają wysokie wymagania projektantom i wykonawcom systemów dozowania. Niejednokrotnie operacja nanoszenia uszczelki jest wydzielona jako osobny proces. Mimo pozornego utrudnienia, oznacza to zwykle znaczny spadek kosztów montażu z jednoczesnym wejściem na wyższy pułap jakościowy. Dotyczy to zwłaszcza przypadku uszczelek piankowych (FIPFG), które oprócz własności uszczelniających posiadają możliwości tłumienia wibracji i eliminują mostki termiczne.
Inwestycje są istotnych rozmiarów i przy małych seriach zwykle korzysta się z outsorcingu.
Uszczelki zamykane na sucho znakomicie skracają i ułatwiają proces montażu automatycznego.
Lutowanie
Oczywiście, nie będziemy mówić w tym artykule o lutowaniu na „fali”, sitodruku i innych tradycyjnych metodach znanych w montażach elektronicznych.
Aby trzymać się tematu dozowania płynów montażowych musimy poruszyć zagadnienie lutowania za pomocą past lutowniczych, oraz nanoszenia topników w czasie lutowania. I to zarówno w procesie lutowania twardego, jak i miękkiego.
W każdym z tych przypadków są stosowane pasty lutownicze i topniki podawane ze zbiorników, aplikatorów („strzykawek”), nabojów (kartridży) i podobnych opakowań handlowych lub technologicznych.
Do aplikacji tego typu stosuje się zarówno „standardowe” zawory do lepkich płynów, jak i specjalne zawory do past lutowniczych. Te ostatnie charakteryzują się niecodziennie spotykaną konstrukcją – są bowiem wyposażone w miniaturowy ślimak, który jest sterowany elektrycznie. Taka konstrukcja zapobiega miażdżeniu miękkich cząstek proszku metalowego.
Podsumowanie
Bez względu na rodzaj operacji montażowej, kluczowym terminem jest „powtarzalność”. W każdym procesie zautomatyzowanym nawet drobne odchylenia od założonych parametrów prowadzą do powstawania braków, niepożądanych wycieków, uchybień w estetyce wyrobu.
Automatyzacja nanoszenia płynów montażowych jest w Polsce dziedziną stosunkowo nową. Niewiele firm miało do czynienia np. z klejeniem na skalę przemysłową. Dowodzi tego obserwacja, że duża liczba zapytań o cenę elementów kończy się w pierwszej chwili… zaskoczeniem pytających. Jednak szybkie przeliczenie prowadzi do wniosku, że niezawodny system, powtarzalnie dozujący częstokroć drogie płyny montażowe – ceny niektórych smarów i klejów dochodzą do kilkuset euro za kilogram(!) – stanowi mały ułamek kosztu systemu automatycznego, a jeszcze mniejszy... wyrobu końcowego.
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
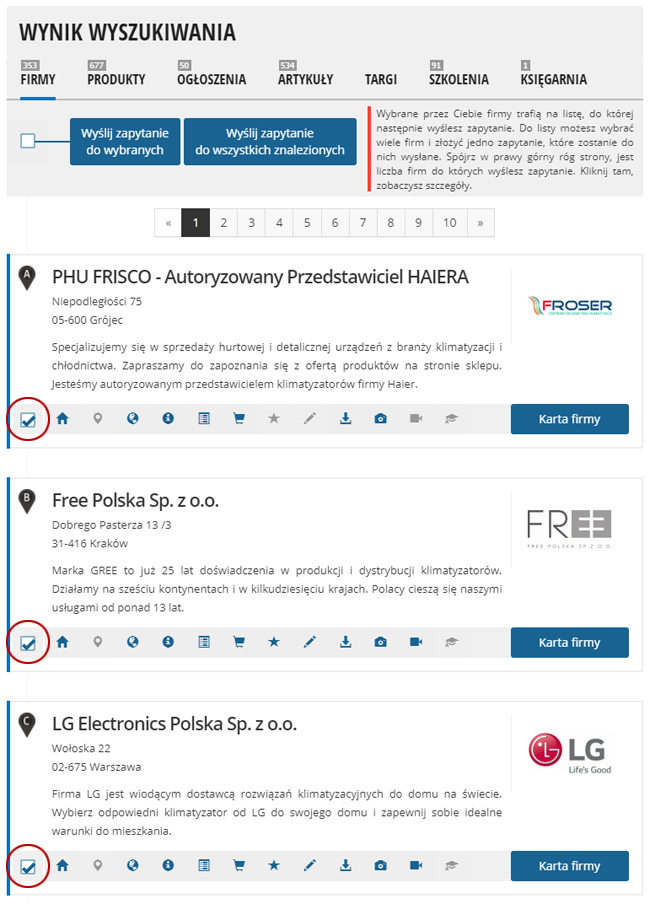
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
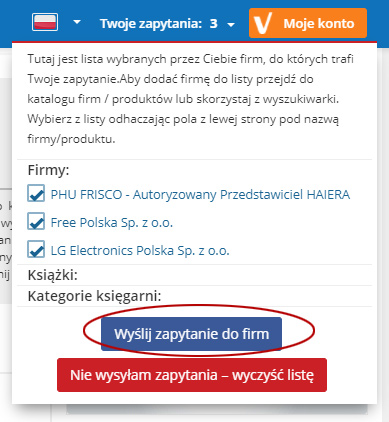
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
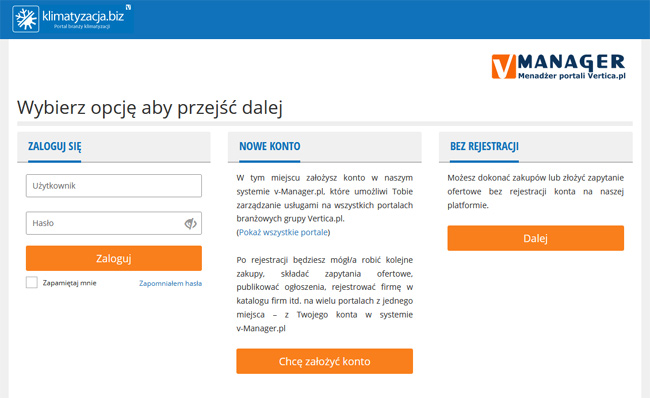
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
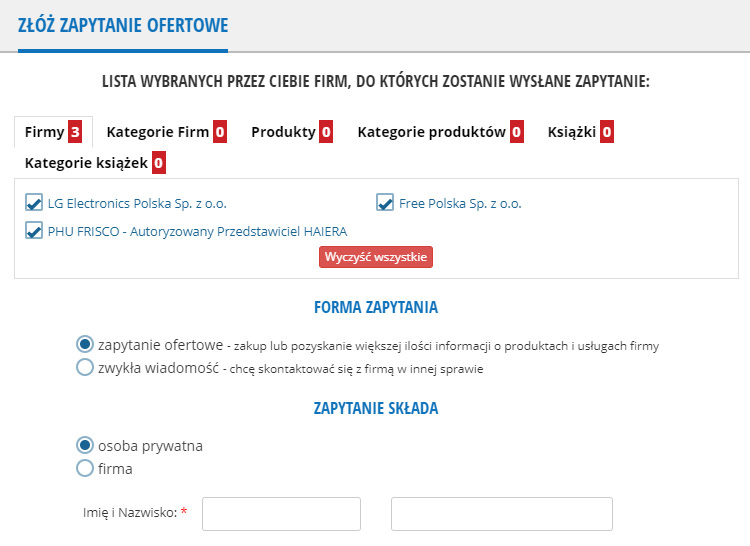
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.